Many people refrain from using ceramic inserts because of two main reasons:
- High Price: The price per cutting edge of a Ceramic insert is about 2-3 times higher when compared to a carbide insert with the same shape and size.
- Technical challenges: Ceramic inserts are sensitive to breakages when not applied correctly.
However, when used professionally, ceramic inserts enable a dramatic boost in cutting speeds and, as a result, shorter cycle times and lower production costs.
In most cases, carbide inserts are the best solution for a turning application since they offer an excellent balance between performance and cost. However, there are additional options to consider. Most of these “other” options is the use of “Advanced cutting materials”; A nickname for a group of several materials with a higher hardness than carbide that offer excellent solutions in unique machining situations.
All of them share common properties (Compared to carbide):
- They are harder.
- They enable machining at higher cutting speeds.
- They are suitable only for specific applications and workpiece materials.
- They are more expensive.
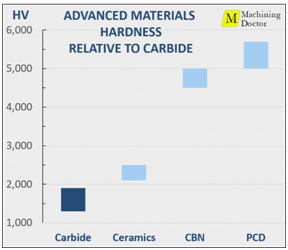
The hardness of Advanced Cutting Material relative to Carbide

Properties of Advanced Cutting Material relative to Carbide
| Cutting Material | Hardness [HV] | Price per Cutting Edge | Main Applications |
| Carbide | 1,300 – 1,800 | 4$ | · All-Around |
| Ceramics | 2,100 – 2,400 | 10$ | .. Turning hardened steel up to 55 HRC
.. Turning cast iron at high cutting speeds .. Turning HRSA’s at high cutting speeds |
| CBN | 4,500 – 5,000 | 40$ | .. Turning Hardened steel up to 65 HRC |
| PCD | 5.000 – 6,000 | 160$ | .. Turning Aluminum at very high cutting speeds |
Due to the high cost compared to carbide, most machinists refrain from using them just for this reason. However, the benefits are substantial in some applications and provide massive cost savings by reducing cycle times. This article will focus on the primary use cases of Ceramic inserts and how to apply them correctly and maintain a safe process.
Ceramic cutting materials
Ceramic turning inserts are made from Aluminum Oxide Al2O3 or Silicon Nitride Si3N4. When compared with carbide, Ceramics offer these main advantages:
- Carbide grades hardness is between 1,300 and 1,800 HV; Ceramic grades are much harder and can reach 2,500 HV.
- They have better hot hardness and superb chemical stability at high temperatures.
Due to their low thermal conductivity, ceramic inserts transfer most of the heat to the chip and not to the cutting tool.
Ceramic inserts are divided into several sub-types (See below chart)
| NAME | COLOR | COMPOSITION | APPLICATIONS |
| Silicon Nitride | Grey | Silicon Nitride (Si3N4) | Used for roughing and finishing applications in grey cast iron. |
| White Ceramics | White | Aluminum Oxide (Al2O3) | Used for roughing and finishing applications in alloyed cast iron. |
| Black / Mixed Ceramics | Black | Aluminum Oxide (Al2O3) with Titanium | Finishing applications on Hard Steel and Cast Iron |
| Sialon | Grey | α and β SiAlON | Used for turning Nickel-Based alloys at very high cutting Speeds. Provide slightly lower performance when compared to Whiskers but at a much lower price |
| Whiskers | Green | silicon carbide whiskers (SiCw) | Extreme toughness. Used for turning Nickel-Based alloys at very high cutting Speeds |
The main turning applications for Ceramics
Hardened Steel between 40 to 60 HRC:
With carbide inserts, you can machine steel up to a hardness of about 45 HRC, if you maintain a low cutting speed of no more than 80 mm/min.
With ceramics, you can double the cutting speed and machine material up to a hardness of 55-60 HRC.
Another common solution for turning hardened steel is to use CBN inserts. CBN can run faster than ceramic inserts and machine steel up to 70 HRC, however, they are 4 times more expensive. Ceramic inserts offer an excellent balance between price and performance for turning hardened steel in the 45-55 HRC range.
| Cutting Speed with Carbide | 50-100 m/min (Up to 45 HRC) |
| Cutting Speed with Ceramics | 100-200 m/min (Up to 60 HRC) |
| Productivity Gain | +100% |
| Recommended Ceramic Type | Black and Mixed |
Cast Iron
Many mass-production components where cycle time is critical are made of Cast Iron. A ceramic insert can run at a cutting speed of up to 750 m/min and reduce the cycle time by 40-60%.
| Cutting Speed with Carbide | 200 – 300 m/min |
| Cutting Speed with Ceramics | 400 – 750 m/min |
| Productivity Gain | +150% |
| Recommended Ceramic Type | Silicon Nitride, White and Black |
Nickel-Based Superalloys
One of the primary industries that use ceramic inserts is the aerospace industry. The Jet Engine is composed of many large Nickel-based parts, some of which can reach a 500 – 1,500 mm diameter. Combining the size with the slow cutting speeds results in lengthy cycle times. Therefore, ceramic inserts that can run up to 6 times faster are popular in this industry.
| Cutting Speed with Carbide | 25 – 70 m/min |
| Cutting Speed with Ceramics | 150 – 400 m/min |
| Productivity Gain | +500% |
| Recommended Ceramic Type | Sialon |
How to Work Correctly with Ceramic Inserts
The high hardness of ceramics comes together with extreme brittleness. Therefore, early insert breakage is a typical phenomenon when not used correctly. It is one of the main reasons that make people dodge ceramic inserts. On the other hand, when mastering the proper techniques, you can dramatically reduce cycle time and maintain a safe process.
Edge preparation:
The edge preparation creates the micro-geometry of the insert’s cutting edge. This tiny zone extending 0.03-0.2 mm from the edge has a critical effect on the performance of cutting tools. In ceramics, it becomes a vital factor.
When working with ceramic inserts, choosing the right edge preparation per your specific application is critical. Therefore, suppliers of ceramic inserts should hold several edge preparations for each geometry in their catalogs.
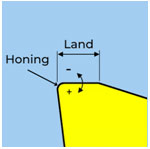

- Land angle (Zero or negative)
- Land width
- Honing size
The larger each one of them is, the stronger the cutting edge gets. When your application involves heavy interrupted cuts, you should opt for a wide K-land with a negative angle. For a smooth continuous workpiece, honing should be enough.
Engaging the Workpiece:
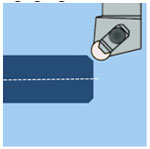
Engage the workpiece via a chamfer. Use a carbide insert to machine the chamfer, and after that, enter the part with the ceramic insert. Engaging the workpiece with a ceramic insert on a sharp corner can break the insert.
Stability:
Stability is crucial when working with ceramics. Make every possible step to maximize it.
- Firm tool clamping.
- Short overhang.
- Good workpiece support.
For more information, Website: www.machiningdoctor.com