Design of fixture is the key to effective utilization of machine tools. Basics of fixture design if not implemented correctly, results in poor productivity & quality problems.
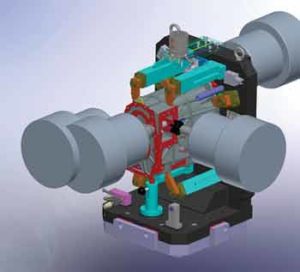
Set-up time and cycle time reduction, increased accuracy on components and deskilling the job setting operation are the obvious advantages of a good fixture design. A complete process of fixture design should be carried out from concept to finish which includes Pre-design activities like Design input, machine details, component drawings and conceptualization, process planning, accuracy consideration, cycle time estimation, POKAYOKE, 3D modeling of parts and assembly using popular design CAD tools and preparing the final manufacturing drawings with complete BOM.
Fixtures are the work holding devices used to accurately locate/orient & secure (clamp). A part that is repeatedly in a mass production set up.
The Basics of fixture Design.
- The fixtures are designed with 3-2-1 principle ie 3 points resting, 2 points orientation & 1-point location of the component.
- Components are located using a round locating pin & oriented with a diamond locating pin.
- Hardened & ground rest pads should rest the components in a parallel plane.
- Rough guides should be used to load the components into the fixture to avoid fouling in the fixture elements.
Types of clamping systems:
- Manual clamping – Usually strap clamps, goose neck clamps and swing clamps should be used for manual clamping. Clamping of components can be done using torque wrench for uniform clamping.
- Pneumatic clamping – Pneumatic clamping fixtures should use pneumatic cylinders with mechanical clamping with hinge mechanism.
- Hydraulic clamping- Hydraulic cylinders are used for Hydraulic clamping fixtures.
- The hydraulic power pack is the source for oil supply. Three types of hydraulic supply can be used to operate hydraulic elements.
- Quick Release couplers (Off-Line)
- CPH-Continuous pressure holes (Rotary Joint)
- TPH-Through pallet Holes.
- Hydraulic Power pack should be designed in such a way to meet the required clamping force on component for machining. Offline system Accumulator and non- return check valve should be used to avoid pressure drop during machining.
- Air seat check should be used to ensure proper seating of components.
- Coolant and Chip management
- Proper slopes to be provided on the fixture base for efficient coolant & chip evacuation.
- Air and coolant flush to be provided for chip removal from component resting areas.
- Tooling hole to be provided on the fixture to ensure the start point of the NC program.
- Fixtures should be positioned on the machine pallet or table by using end butting pads or Tenon locations or centre location and orientation pins.
- Hydraulic work support to be used where required in cases of rough surface or profiled surface resting or 4th resting to achieve flatness and to avoid vibration on component while machining.
- Internal hydraulic lines should be provided in the fixture base to eliminate external piping to avoid chip clogging.
- Fixtures should be built with modular concept to machine multiple variants of components.
- Fixtures should be either base type fixtures or tomb stone type fixtures with quick change sub plate concept.
- Indexing cradle type fixtures to be used with CNC rotary tables which are programmable as 4th axis on VMC’s to reduce number of setups for particular component.
- Multiple setup & multiple component to be loaded on tomb stone type fixtures.
- Zero-point clamping system is provided to increase the machine UPTIME and easy loading and unloading of sub /fixture plates.
CUTTING TOOLS
- Basic tool design should be based on machining process, design of the component, machining process to be named as Op-10, OP-20… etc. (Operation -10).
- Tooling plays the key role in maintaining the dimensional and geometrical tolerances of the component.
- Tooling layout should be prepared for every fixture to ensure the approach of the tool in the set of operation.
- Tools GPL (Gauge plane length) can be confirmed by making the tooling layout.
- Fixture and Tooling validation will be ensured after achieving the cp & cpk parameters on the component
All the parts manufactured have to undergo PPAP (Production Part Approval Process).